




Informazioni di Base.
Model No.
MIG-300
Specifiche
570mm*364mm*302mm
Marchio
SANYU
Origine
Shanghai, China
Codice SA
8504403090
Capacità di Produzione
3000 Sets/ Month
Descrizione del Prodotto
Descrizione del prodotto
Aspetto:



Caratteristiche delle prestazioni
Sistema di controllo completamente digitale per un controllo preciso del processo di saldatura e una lunghezza dell'arco stabile.
2.sistema di controllo dell'alimentazione del filo completamente digitale, l'alimentazione del filo è precisa e stabile.
3.il sistema dispone di un database integrato di esperti di saldatura che combina automaticamente in modo intelligente i parametri.
L'interfaccia di funzionamento è semplice e la modalità di regolazione unitaria è facile da afferrare.
5.lo spruzzo di saldatura è estremamente piccolo e il cordone di saldatura è ben formato.
è possibile memorizzare 6.10 set di programmi di saldatura per risparmiare tempo di funzionamento.
7.la speciale funzione a quattro fasi è adatta per la saldatura di metalli con buona conduttività termica. L'arco è a forma di arco e la qualità della saldatura è perfetta quando l'arco è chiuso.
8.dispone di varie interfacce per il collegamento con robot di saldatura e macchine di saldatura.
9.la tecnologia degli inverter soft-switching può migliorare l'affidabilità, il risparmio energetico e il risparmio energetico dell'intera macchina.
*la serie di saldatrici è realizzata in conformità alla norma GB15579.1-2013 "attrezzatura per saldatura ad arco parte 1: Alimentazione di saldatura".
Qualità della tensione di alimentazione
La forma d'onda deve essere un'onda sinusoidale standard con un valore effettivo di 380+10% e una frequenza di 50 Hz/60 Hz.
Lo squilibrio della tensione trifase è <=5%.
Parametri tecnici dell'alimentazione.
Parametri di base:
Nota: Le capacità dei fusibili e degli interruttori automatici nella tabella sopra riportata sono solo a scopo di riferimento.
Parametri di saldatura manuale
Parametri di saldatura ad arco in argon
La tensione (lunghezza dell'arco) viene mostrata come valore di tensione di unificazione impostato, mentre il simbolo precedente indica la relazione tra il valore effettivo e il valore di unificazione.
Controllo e interfaccia
I comandi e le interfacce del pannello anteriore e posteriore della saldatrice sono illustrati di seguito.
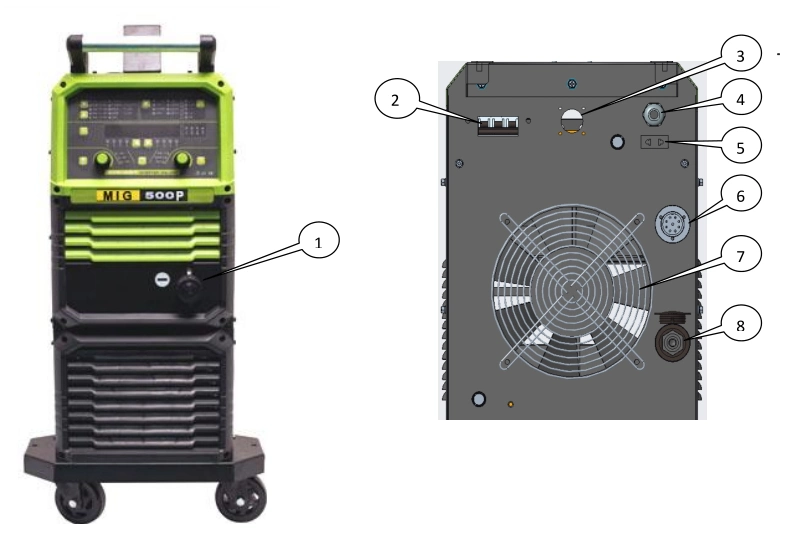
Presa di uscita saldatrice (-)
2.interruttore aria
Interfaccia periferica esterna
4.cavo di alimentazione
5.presa di corrente riscaldamento
Presa di comando alimentatore a 6 fili
Ventola
Presa di uscita saldatrice (+)



Caratteristiche delle prestazioni
Sistema di controllo completamente digitale per un controllo preciso del processo di saldatura e una lunghezza dell'arco stabile.
2.sistema di controllo dell'alimentazione del filo completamente digitale, l'alimentazione del filo è precisa e stabile.
3.il sistema dispone di un database integrato di esperti di saldatura che combina automaticamente in modo intelligente i parametri.
L'interfaccia di funzionamento è semplice e la modalità di regolazione unitaria è facile da afferrare.
5.lo spruzzo di saldatura è estremamente piccolo e il cordone di saldatura è ben formato.
è possibile memorizzare 6.10 set di programmi di saldatura per risparmiare tempo di funzionamento.
7.la speciale funzione a quattro fasi è adatta per la saldatura di metalli con buona conduttività termica. L'arco è a forma di arco e la qualità della saldatura è perfetta quando l'arco è chiuso.
8.dispone di varie interfacce per il collegamento con robot di saldatura e macchine di saldatura.
9.la tecnologia degli inverter soft-switching può migliorare l'affidabilità, il risparmio energetico e il risparmio energetico dell'intera macchina.
*la serie di saldatrici è realizzata in conformità alla norma GB15579.1-2013 "attrezzatura per saldatura ad arco parte 1: Alimentazione di saldatura".
Qualità della tensione di alimentazione
La forma d'onda deve essere un'onda sinusoidale standard con un valore effettivo di 380+10% e una frequenza di 50 Hz/60 Hz.
Lo squilibrio della tensione trifase è <=5%.
Parametri tecnici dell'alimentazione.
Parametri di base:
| Modello saldatrice | MIG-350P | MIG-500P |
| Tensione di ingresso nominale | Comunicazione trifase,380 V±10%,50 Hz | |
| Corrente nominale in ingresso (A) | 25 A. | 38 A. |
| Capacità di uscita nominale | 16 KVA | 25 KVA |
| Tensione di uscita senza carico (V) | 65 V±5% | |
| Durata del carico nominale | 60% | 60% |
| Fattore di potenza cosφ | 0.93 | |
| Efficienza η | 90% | |
| Dimensioni (mm) | Raffreddamento ad acqua:965×472×925 / raffreddamento ad aria:965×472×686 | |
| peso netto | Refrigeratore d'acqua: 70 kg / aria: 52 kg | Refrigeratore d'acqua:73 kg / aria:55 kg |
Parametri di saldatura manuale
| Tipo di saldatrice | MIG-350P | MER-500P |
| Corrente nominale (A) | 10~350 | 10~500 |
| Corrente ad arco termico (HOTI) | SPENTO/ACCESO | |
| Ripristino delle impostazioni di fabbrica (DFLT) | NO/SÌ | |
Parametri di saldatura ad arco in argon
| Modello saldatrice | MIG-350 | MIG-500 |
| Corrente nominale (A) | 10~350 | 10~500 |
| Corrente di arco (HOTI) | 10~200 A. | |
| Aumento di corrente (UPSL) | 0.1~10 s. | |
| Tempo di utilizzo (GPR) | 0.1~20S | |
| Tempo di ritardo gas (GPO) | 0.1~20S | |
| Corrente ad arco a quattro fasi (CRAT) | 10~100% | |
| Discesa corrente (DWSL) | 0.1~10 s. | |
| Specifiche della saldatrice | MIG-350 | MIG-500 | |
| Corrente nominale (A) | 30~350 | 30~500 | |
| Spessore piastra (mm) | 0~25 | ||
| Velocità di alimentazione del filo (m/min) | 1~22 | ||
| Lunghezza arco | -99~99 | ||
| Forza dell'arco | -50~50 | ||
| Modalità di controllo (CNTR) | LOCL/REMT | ||
| FILO (materiale) | ACCIAIO CN19 AlMg5 AlSi5 al CuSi3 CuSi CuAl9 | ||
| Diametro filo (DIRM) | 0.8,1.0,1.2,1.6 SP | ||
| Tempo di utilizzo (GPR) | 0.1~20S | ||
| Velocità di alimentazione del filo (FDC) lenta | 1.0~10 M. | ||
| Corrente iniziale (i-S) | 10~200% | ||
| Corrente di arco (i-e) | 10~200% | ||
| Tempo di caduta in quattro fasi (DWSL) | 0.1~1.0S | ||
| Corrente ad arco a quattro fasi (CRAT) | 10~100% | ||
| Tempo di ritardo gas (GPO) | 0.1~20S | ||
| Tempo di burnback (MASTERIZZAZIONE) | 0.01~1.0S | ||
| Ripristino delle impostazioni di fabbrica (DFLT) | NO/SÌ | ||
| Parametro di regolazione doppio impulso | |||
| Frequenza a doppio impulso (TPHz) | 0,1H~5,0H | ||
| Dimensione corrente a doppio impulso (TPBA) | 20%~80% | ||
| Ciclo di lavoro a doppio impulso (TPBT) | 20%~80% | ||
| Tensione a doppio impulso (TPBU) | -50~50 | ||
| Parametro di regolazione verticale alta velocità | |||
| Frequenza di saldatura verticale (UPHz) | 0,1H~5,0H | ||
| Ciclo di lavoro transizione cortocircuito (UPD2) | 20~80% | ||
| Corrente di transizione per cortocircuito (UPC2) | 60~250 A. | ||
| Tensione di transizione cortocircuito (UPU2)(UPU2) | -50~50 | ||
| Induttanza di transizione di cortocircuito (UPI2) | -50~50 | ||
| Parametri di regolazione della saldatura ad impulsi ad alta velocità | |||
| Incremento della saldatura ad impulsi (SPS) ad alta velocità | 0~50% | ||
Controllo e interfaccia
I comandi e le interfacce del pannello anteriore e posteriore della saldatrice sono illustrati di seguito.

Presa di uscita saldatrice (-)
2.interruttore aria
Interfaccia periferica esterna
4.cavo di alimentazione
5.presa di corrente riscaldamento
Presa di comando alimentatore a 6 fili
Ventola
Presa di uscita saldatrice (+)








